He is truly missedDang Butterbean, I just realized from your post quoting JE Custom that it appears we have lost him. I was absent from here for quite a while. I didn't know him, but I've benefited from his advice on this forum.
-
If you are being asked to change your password, and unsure how to do it, follow these instructions. Click here
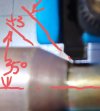
Neck turning: Trying to turn full neck but seeing cutting high on shoulder (280 AI)
- Thread starter 1Moose
- Start date
-
- Tags
- neck turning sinclair