I have to do very much the same things as do you to get the Rugers formed such that the shells will chamber. I found the mouth of the die needed to be 0.004 inches above the shell-holder to get the teeniest-tiniest bit of crush fit when the bolt cams into place. Because the both of us have cases so similar, I'd say we have wrung as much out of the Ruger cases as can be gotten in our separate efforts to recreate the Newton designs. Your shoulder angle is more "modern day" than mine. I used the angle from the '06 because we fired-off bazillions of them in WW II and their record for fast and easy breeching and extraction is unquestionable.
Because the .300-caliber and the .358-caliber rounds share the same dimensions to the shoulder and the same shoulder angle I can form the .358-caliber cases all the way to completion and if I want to subsequently form a .300-caliber case, I just take that case farther down the road through its dedicated FD3 and its reloading die set. I hadn't thought of that when deciding I wanted to see what the .300 would look like as a .358; the fabulousness of such a simple design became apparent after having spoken to Ben Syring at Hornady. It was he who designed the dies based upon my supplied dimensions for the .300-caliber example, the .300 Nevada Desert Magnum. The two have different FD3 dies. Being able to use the existing FD1 and FD2 dies for either cartridge saved me about $90 for each and a lot of time. It's one of the very few times in my life I actually caught a break.
I wanted neck-only dies and Factory Crimp Dies as well-- for both mildcats. Lee Precision made those for me. I had to wait a year while they made their retail stuff but when they finally did arrive, they produced beautiful neck-only cases. The crimping dies also work just like the ones you can buy at retail. I have a total of ten dedicated dies to form my two mildcats; total cost for the bunch is right up near $1000. The reamers and headspace gauges were made by Dave Manson Precision Reamers. The rotating pilot reamers were $200 each; the two headspace gauges were $100 for the set. Again because the two cases are so dimensionally similar, money and time were saved. A good estimate of money spent on just the dies, reamers and headspace gauges is in the $1500 ballpark. I also had Lee make several trimming mandrels that trim down the in-process cases; I kind o' remember those were $15 apiece.
I wanted dedicated dies versus having to use a series of multiple dies for standardized cartridges because I wanted the cases to be immediately "chamberable" when the forming was completed. I've read that cases formed-up using a bunch of standard dies have to have a "false shoulder" created on them to headspace the un-fireformed cases. Mine do not need that step. I just form them, anneal, dry them, prime, charge, seat the bullet and shoot. The pressure irons-out the small ripples in the conical portion and they look "factory," as the picture in Post #17 so depicts. My first efforts were not overly good but as I gained experience in how to do it, my results dramatically improved. My present efforts have the ripples so small, I can barely feel them with my fingernail.
It took me a long time to figger-out what the shell would ultimately look like. I had no help in this effort; I had to learn everything on my own. The case length was set at a long-action length; that I knew because the existing rifle was a long action. What gave me so much trouble was determining the shoulder angle and neck length. It finally came to me one night at work that I'd base the dimensions on the .30-06 Springfield. I wanted a round that would feed; the original 300WSM chambering (in a long action) fed beyond miserably.
Thought I could just cut the barrel and ream a new chamber into it. Not possible; the 300WSM has a very large base datum diameter. There is no other .532" shell that can clean out the WSM dimensions. I'd have to design a new cartridge. It was finally suggested to me to use the .375 Ruger Basic brass, p/n 8764. I bought five or six boxes of the stuff (at just $50 per box) before Hornady quit making it in 2014, I think it was. The new cartridge required a new barrel. Had to say bye-bye to my stainless Krieger, which had less than 500 rounds through it. $500-some to Hart and I had a new stainless barrel with six de-e-e-e-p flutes. The Krieger had nine flutes and looked beyond cool, but Hart said they couldn't do such machining.
My apologies for such a lengthy post, but the whole exercise to fire the first 300-caliber round took almost four years. I climbed many mountains, and crossed through many a deep valley to get this thing done. The final result is a rifle that can group 'em in the .200s if I don't ruin it at the bench. Its best-ever showing is a 0.135" center-to-center from 100 yards. I sort o' remember that's a 0.129 MOA group. The .358-caliber took about eleven months from initial idea to the first fired round. You learn so much in bringing the first example to fruition, the second one is a cakewalk.
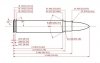
I've done two; I have little ambition to do a third, although I do have a dimensioned drawing for a 6.5mm creation. It uses the .30-06 case shortened to 2.100 inches, has a 32-degree shoulder angle, a neck length of around 0.264 inches, total length is 2.825 inches and a case capacity of 57 to 60 grains of water. It's so close to a .260 Remington, there's no benefit in building it beyond just to enjoy the process and to have something that's totally "mine."
Don't know why the picture came out at the top. Wanted it at the bottom, but it won't go there.